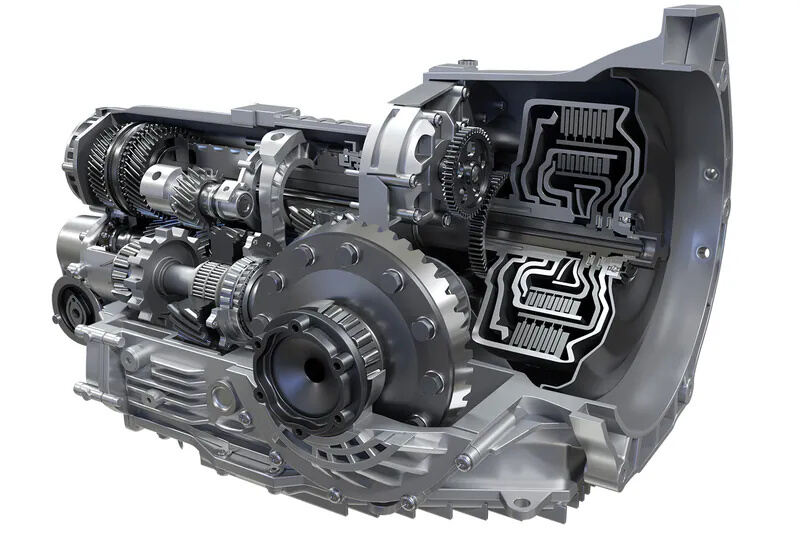


In the automotive and electronics industries, rubber seals are used in various locations and components to achieve functions such as sealing, waterproofing, dust proofing, and shock absorption. For example: Door Weatherstrips, Window Seals, Engine Ga...
READ MORE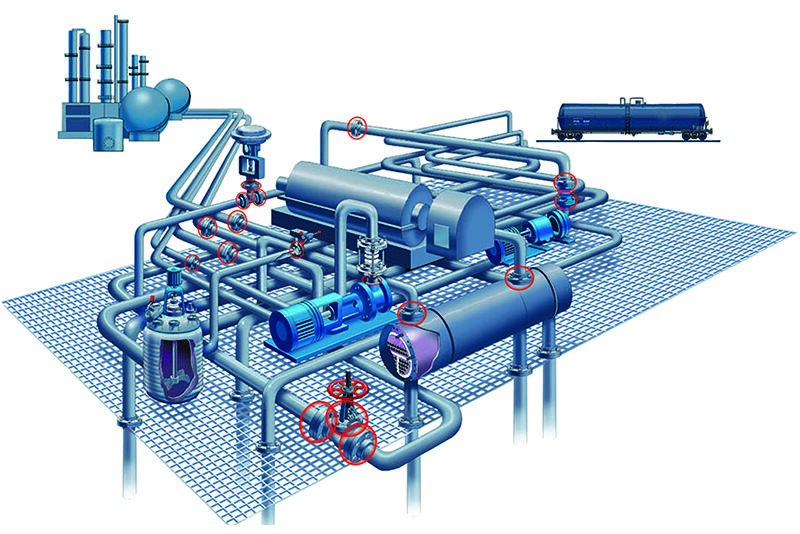
The oil and gas industry operates in demanding and hazardous environments, making the use of reliable rubber seals essential for safety, efficiency, and environmental protection. Properly designed and high-quality rubber seals are critical to maintai...
READ MORE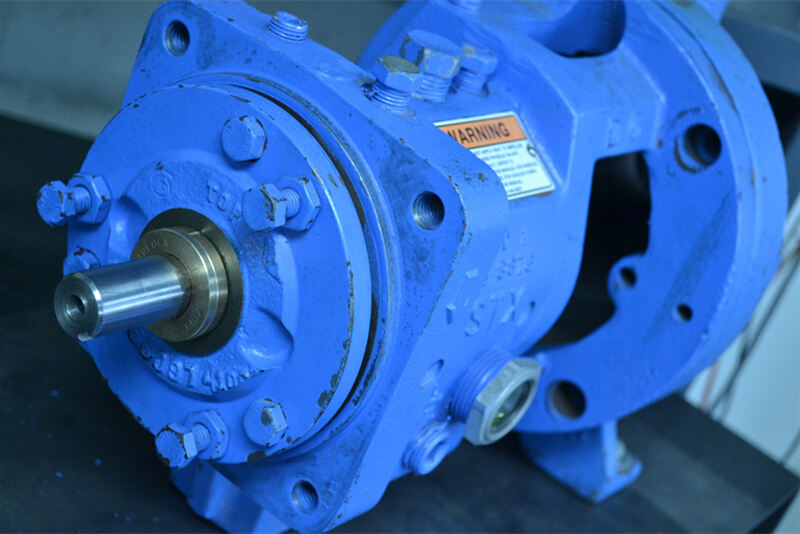
Rubber seals play critical roles in both hydraulic and pneumatic systems, where they are used to create effective and reliable seals, prevent leakage, and ensure the efficient operation of the systems. Both hydraulic and pneumatic systems rely on rub...
READ MORE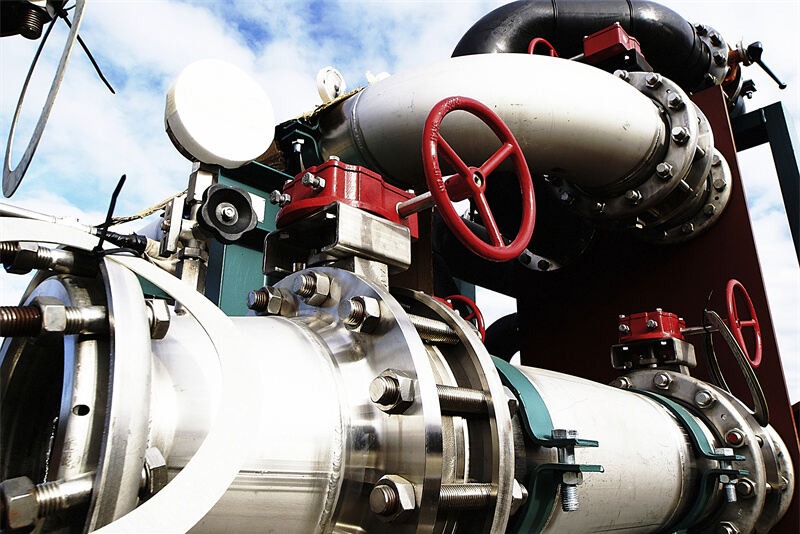
Rubber seals are widely used in the piping and valves industry to create reliable and effective seals in various fluid handling systems. These seals help prevent leaks, control flow, and ensure the efficient operation of piping and valve systems. Pip...
READ MORE
Seals are widely used in both mechanical and mining industries due to their ability to provide effective sealing solutions in various applications. These seals play a crucial role in preventing leaks, protecting equipment from contaminants, and ensur...
READ MORE
Rubber seals play a crucial role in various applications within the chemical and medical industries due to their ability to create a secure and reliable barrier against fluids, gases, and other substances, for example: Pipe and Valve Seals, Pump Seal...
READ MORE
Rubber seals have numerous applications in various types of equipment and construction projects due to their versatility and ability to create effective seals. They are widely used to prevent leaks, protect against environmental elements, and ensure ...
READ MORE
Rubber seals are widely used in the food and pharmaceutical industries to ensure product integrity, prevent contamination, and maintain hygiene standards. These seals are employed in various equipment and containers involved in the processing, packag...
READ MORE
Rubber seals are extensively used in the nuclear energy industry to maintain safety, prevent leaks, and ensure the integrity of various systems and components. The demanding and hazardous nature of nuclear power plants necessitates the use of high-qu...
READ MORE
Rubber seals find numerous applications in the agriculture and water industries, where they play a critical role in water management, irrigation systems, and equipment protection. There are some common applications of rubber seals in agriculture and ...
READ MORE


